
三维焊接工作台的设计参数
一种多角度旋转焊接工作台,它是由台体、台座、液压油缸、油缸座、蜗杆、蜗轮、工作台组成,台体呈锥状,下端锥度为90度,下端通过轴与台座连接,液压油缸的一端与油缸座通过轴连接,另一端与台体下端通过轴连接,台体内固定有蜗杆,蜗杆与工作台连接,操作手柄与涡轮连接。本实用新型使工件随工作台在垂直方向上90度范围之内,在水平方向上360度范围内的任意位置固定,进行作业加工,操作方便,焊接质量可以得到_。
三维组合焊接工作台台面采用带孔格板形式,孔径有D28和D16两个系列。在高精度的台面上,每隔100mm均布D28的圆孔或每隔50mm均布D16的圆孔,这些孔可用于拼接各种功能的定位模块和夹具。各种功能模块除台面外,还有定位块,直角块,立柱,任意角度调整,V形块,销栓,各类快速夹具,间隙调整片及各种辅助模块。模块的设计构思巧妙,可以进行各种组合和反复应用。
用于模块之间互相紧固连接的销栓,内部采用三个同心钢珠。销栓松开时,钢珠退入销栓内,此时销栓可方便地插入模块的孔内。当用手逐渐拧紧时,三个钢珠逐渐弹出,自动对中并夹紧模块。用扳手扳紧后,其对模块的夹紧力可达5吨,剪切力可达25吨。
这种组合夹具的突出优点是:
1)模块化:所有组件分门别类,进行了标准化和系列化,互相匹配。选用_少的模块,_可以实现各种快速定位和夹紧的功能。
2)柔性化:拼装方式多样,用户只要充分发挥想象力,几乎可达到_专用夹具同样的定位和夹紧功能。拼装快速,装拆方便;工作台面可以根据工件形状、大小进行拼装组合。台面上的刻度和模块尺寸的设计,使操作工人不用量具_可以根据工件尺寸迅速搭出所需要的工装。
3)高精度:工作台面和各种功能模块上每隔50或100mm配套的D16或D28的圆孔,任意孔的孔间距尺寸公差小于0.02mm,这种精度将会反映在用户所加工的产品中。所以,也有用户将此工作台用作检具的基准平台。
4)_设计:各功能模块中有不少是_产品,如模块间连接采用的销栓,为防止工件在夹紧过程中移位而特殊设计的带补偿的弹性夹具等。
5)三维立体设计:模块中的立柱,直角块可用于向三维空间拼接,便于生产各类立体构件。
有了这种组合焊接工作台,对于不断重复设计工装的用户来说,_可大大节约重复投资耗费在工装上的设计制作时间和资金。用户可根据需要快速拼接出不同要求的工装,_像儿童玩拼装式玩具一样。这种三维柔性工装可用于汽车制造行业,工程机械行业,钢结构生产行业,扳金加工行业,自行车(摩托车)制造行业,与焊接机器人或专用焊机配套等等。
精密焊接工作台要求与熔化极氩弧焊机配套使用,自动完成水平环缝的精密焊接。
1?焊接工艺对电气控制的要求
(1)主轴转速为0.25~3.5r/m,数码显示,_预置和调节。工作稳定,无冲击、振荡。
(2)水平环缝搭接量_控制,数码显示焊接长度。
(3)引弧、收弧时间数码显示,预置可调。
2.控制系统原理
(1)自动焊接控制程序
放置工件于夹具上→手动夹紧工件→焊枪进给→焊机起弧_时间后→工件旋转进行自动焊接→焊完所设置的焊接长度后→工件自动停转→收弧→焊枪退位→夹具松开→卸下工件。
整个控制程序用继电器实现,在满足可靠性的基础上,降低了制造成本。
(2)调速系统
为了适应不同的受焊工件,要求焊接速度有较大的调整范围,良好的低速性能和较高的稳速精度,因此控制电路采用以运算放大器组成的PID调节器为中心环节的晶闸管自动调节系统。
Kp为PID调节器放大倍数;Kd为晶闸管整流电路放大倍数;1/Ce为电动机放大倍数;α为反馈系数。
安装在直流电动机端轴上的光栅盘,将转速信号转换成脉冲信号,一路经数模变换转换成反馈信号Uf,与系统给定信号Ugd同时馈给PID调节器,其输出信号Up按PID规律变化,在Up的控制下,电动机的转速_被调节在稳定的给定值上。另二路脉冲信号送给计数器,转速表进行相应显示。
本调速系统解决了一般调速系统静态和动态时对系统增益要求的不同矛盾,既提高了系统硬度,又使系统工作稳定,无冲击、振荡,稳速性能大大提高,实现了对转速的_预置和调节。
(3)搭接量控制
安装在直流电动机端轴上的光栅盘,其上有60个沿径向均匀分布的长孔,电动机旋转一周,计数器计60个数,设减速比为i,则工件旋转一周(转角A1=2π)对应的计数值为C1=60i。
设焊缝搭接量(弧长)为L,其对应的转角为
A2=2L/D2
搭接量对应的计数值满足
C2/C1=A2/A1
则有C2=(L/πD)C1
对应的计数值应设定为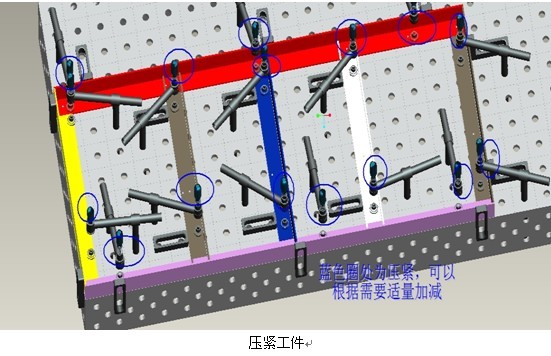
C=C1+C2=(1+L/πD)C1
通过设定计数器值C,可_控制搭接量。
3.结论
经过用户现场使用表明,电气控制系统稳定性好,时间控制_,搭接量控制_,操作方便,值得推广应用。